Fehlersuche in Netzen mit Industrial Ethernet
Die Netzwerkprotokolle der Ethernet-Techniken entwickelten sich vom LAN über die Telekommunikation und den Heimbereich bis in die Automation hinein. Für den Fertigungsbereich mussten nicht nur die Komponenten an die physikalischen Umgebungsbedingungen angepasst werden, sondern zum Beispiel auch an die dort vorherrschenden Topologien oder an Echtzeitanforderungen. Selbst das Troubleshooting in Industrial-Ethernet-Netzen entspricht nicht immer der Vorgehensweise im LAN.
Generell betreiben nur wenige Firmen das Büro- und Anlagensteuerungsnetz in einem gemeinsamen
Netzwerk. Meist sind diese Netze durch Router oder Firewalls voneinander getrennt. Denn auf diese
Weise ist das Anlagensteuerungsnetz, das rund um die Uhr mit hoher Verfügbarkeit laufen muss, gegen
mögliche Störeinflüsse aus dem Datennetz geschützt. Der 24-Stundenbetrieb und die hohe
Verfügbarkeit sind für die Betreiber solcher Industrienetze eine besondere Herausforderung. Sie
setzen deshalb sehr häufig Redundanzkonzepte zur Erhöhung der Ausfallsicherheit ein. Eine
Überwachung der kritischen Knoten im Netz kann dafür sorgen, dass eventuelle Beeinträchtigungen und
Störungen frühzeitig erkannt werden, sodass es zu keinen Unterbrechungen kommt.
Die Topoplogie
Die Topologie eines Industrienetzes setzt sich aus der Leit-, Zellen- und Feldbusebene zusammen.
Die Leitebene stellt das übliche Firmennetzwerk auf Basis von Ethernet und TCP/IP dar. Sie nimmt
alle Netzwerkkomponenten eines Firmennetzes auf, wie Fileserver, Applikationsserver für das
ERP-System, für Datenbanken und Internetzugänge. Sie befindet sich meist in einer Büroumgebung.
Die darunter liegende Zellenebene verbindet die verteilten Ansteuerungen (SPSen) mit dem
Leitstand und dient als Kommunikationsplattform für die Anlagensteuerungen. Hier hat sich
Industrial Ethernet in den vergangenen zehn Jahren fest etabliert.
Die unterste Feldbusebene enthält die Sensoren zur Aufnahme von Messdaten und Aktoren zur
Übermittlung von Sollgrößen an zu steuernden Geräten. Diese Aktoren und Sensoren sind entweder
direkt an die Anlagensteuerungen angeschlossen oder über eines der zahlreichen Feldbussysteme wie
Profibus oder Interbus. Auch dort hat Ethernet begonnen, mit den dort etablierten Feldbussen zu
konkurrieren. Wenn jedoch Echtzeitanforderungen auftreten, kann das herkömmliche
IEEE-802.3-Ethernet nicht eingesetzt werden.
Einige Hersteller statteten deshalb das Ethernet-Protokoll mit den nötigen Echtzeiteigenschaften
aus. Doch bisher ist es ihnen nicht gelungen, sich dabei auf einen einheitlichen Standard zu
einigen. So verfolgt beim Thema Echtzeit-Ethernet jede Firma oder jedes Firmenkonsortium einen
eigenen Ansatz. Erste Echtzeit-Netzwerkkomponenten sind bereits erhältlich und erste
Pilotanwendungen schon realisiert. Derzeit finden sich am Markt über 20 Echtzeit-Ethernet-Lösungen.
Vermutlich werden sich aber nur wenige Lösungen dauerhaft etablieren können, darunter
wahrscheinlich Profinet von Siemens/Phoenix Contact, Ethercat von Beckhoff, Sercos III von Bosch
Rexroth oder CIP-Sync-Ethernet/IP von Rockwell.
Angepasst an die Umgebung
Um eine akzeptable Lebensdauer der Geräte in den verschiedenen Fertigungsumgebungen zu
gewährleisten, müssen sie auf die jeweiligen Bedingungen zugeschnitten sein. Das heißt, sie müssen
in der Stahlproduktion den dort vorherrschenden hohen Temperaturen und im Bergbau hohen
Staubbelastungen standhalten können oder auf Hochseeschiffen korrosionsbeständig gegen Salz sein.
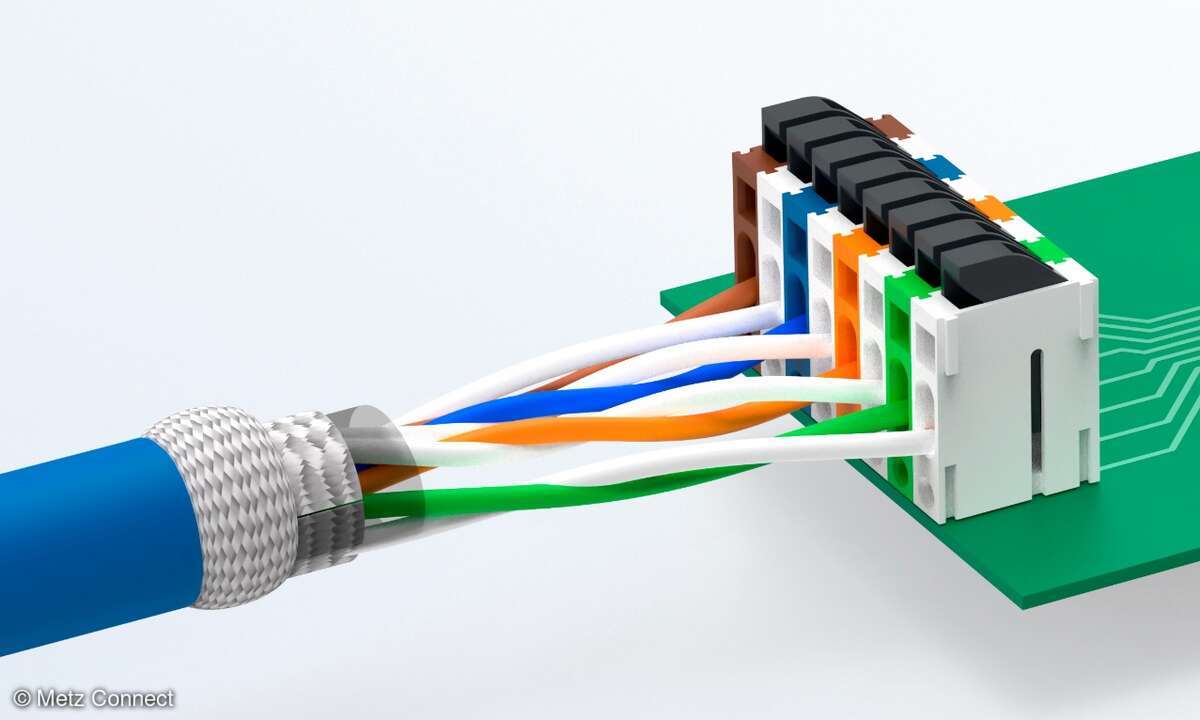
Auch die eingesetzten Kabel und Stecker sind im Industrieumfeld deshalb wesentlich robuster
ausgelegt als in der Bürokommunikation. So setzt die Branche für raue Umgebungen bei Übertragungen
bis 100 MBit/s oft vierpolige M12-Stecker der Schutzart IP 67 ein, die staubdicht sind und ein
temporäres Eintauchen in Wasser bis zu einem Meter Tiefe erlauben. Während sich im Büronetz der
RJ45-Stecker durchgesetzt hat, ist die Vielfalt der Stecker im Industrienetz erheblich größer und
hängt im Wesentlichen von den Umgebungsbedingungen ab.
Für den Einsatz von Kabeln gilt Ähnliches wie im LAN. Entscheidend für die Auswahl eines
Lichtwellenleiters (LWL) oder einer Twisted-Pair-Kupferdatenleitung sind die Länge der
Übertragungsstrecke sowie die elektromagnetischen Störeinflüsse. Typisch für Industrienetzwerke ist
der Einsatz von polymer-optischen Fasern (POF) in EMV-kritischen Bereichen (EMV: elektromagnetische
Verträglichkeit) – etwa bei Fertigungszellen mit Schweißrobotern. Die maximale Übertragungsdistanz
liegt wie bei Kupferkabeln bei 100 Metern.
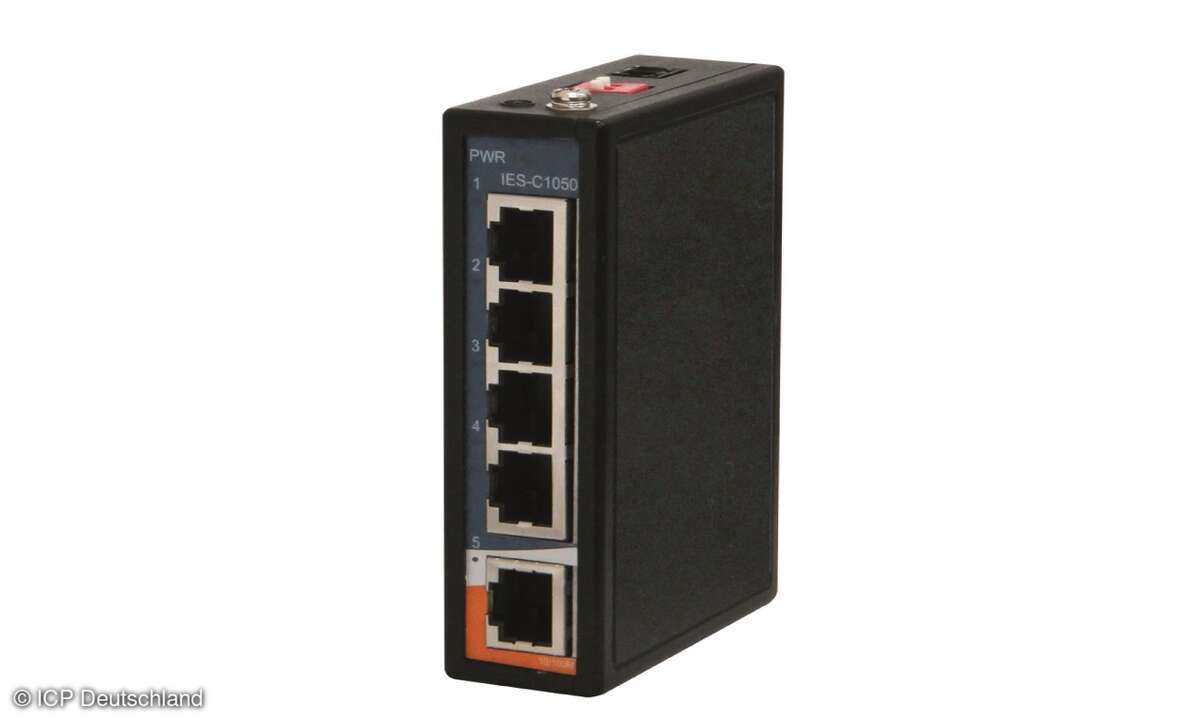
Die aktiven Netzwerkkomponenten wie Switches und Router für Industrial Ethernet sind nicht nur
der raueren Umgebung angepasst, sondern zudem für die Hutschienenmontage ausgelegt und werden mit
anderen Spannungen (häufig 24 V Gleichstrom) als den üblichen 230 V Wechselstrom betrieben.
Ansonsten sind sie nahezu identisch mit den Komponenten eines üblichen Ethernet-Netzes.
Wichtige Protokolle
Die Fertigungsnetze arbeiten traditionell viel mit dem H1-Protokoll der SPS
(Speicherprogrammierbaren Steuerung) Simatic S5 von Siemens. Es setzt direkt auf Ethernet auf und
nutzt nur die MAC-Adressen zur Adressierung.
Dies bringt den Umstand mit sich, dass die MAC-Adressen oft so konfiguriert werden (oder "
parametriert", wie die Automatisierer sagen), wie das sonst nur bei IP-Adressen üblich ist. Da
dieses Protokoll nicht Routing-fähig ist, kann es nur in einem Subnetz eingesetzt werden. Remote
Access zur Fernwartung ist deshalb nicht möglich.
RFC1006 gilt als der Routing-fähige Nachfolger des H1-Protokolls und wird in der
Siemens-Terminologie auch als "ISO-on-TCP" bezeichnet. Es nutzt Dienste wie Datensicherung und
Flusskontrolle des TCP/IP-Protokolls und übernimmt die Blockerkennung, die bei der Kommunikation
zwischen den Steuerungen benötigt wird. Dies geschieht standardmäßig über den Port 102.
Protokollanalysatoren, die den Traffic in Industrial-Ethernet-Netzen analysieren sollen, sollten
diese Datenblockung ebenfalls erkennen und realisieren können. Geschieht dies über einen speziellen
SPS-Header, der ohne die Konfiguration der TSAPs (Transport Service Access Points) auskommt,
vereinfacht sich damit zudem das Einrichten von Verbindungen.
Ähnlich wie mit dem H1- und dem RFC-Protokoll verhält es sich mit dem Modbus- und dem
Modbus-on-TCP-Protokoll. Ursprünglich entwickelte Gould-Modicon das Modbus-Protokoll für die
Kommunikation mit seinen SPSen. Es arbeitet auf der gleichen physikalischen Schicht wie RS 232, RS
485 oder HDLC. Um es in der TCP/IP-Welt einzusetzen, wurde der Nachfolger "Modbus on TCP" direkt
auf Schicht 4 gesetzt und nutzt standardmäßig den Port 502. Dieses Protokoll findet man häufig in
der Kommunikation mit Geräten der Firmen Phoenix Contact, Wago und Beckhoff.
Interessant ist, dass die Automatisierungsbranche bei der Verkabelung (Schicht 1) die
Auto-MDI/MDIX-Schnittstellen und auch die Autonegotiation (AN) kaum einsetzt. Die Betreiber
bevorzugen feste Einstellungen, damit Protokolle wie Auto-MDI/MDIX oder AN beim Aushandeln der
Übertragungsparameter keine Zeit verbrauchen, die dann für die Datenübertragung fehlen könnte. Die
Techniker versuchen, unnötige Aushandlungsvorgänge zu vermeiden, weil zum Beispiel Störungen durch
eine schwierige EMV-Umgebung dazu führen können, dass diese Konfigurationsprotokolle immer wieder
erneut aktiviert werden.
So findet man in Industrienetzen auch kaum aktive Scanner für Viren, Ports oder SNMP-Clients, da
sie den Anlagendatenverkehr stören könnten. In der Regel kommen für die Netzanalyse passive Scanner
zum Einsatz, die den bestehenden Datenverkehr aufzeichnen und daraus die nötigen Informationen über
Netzteilnehmer und deren Kommunikationsverbindungen ziehen.
Fehlerdiagnose
Hat man in der Vergangenheit vor allem Fehler in den Schichten 1 und 2 gesucht, sind es
heutzutage vor allem Fehler in den Schichten 3 bis 7.
Bei der Fehlersuche helfen im ersten Schritt die in den Netzwerkkomponenten integrierten
Möglichkeiten: Die Link-LEDs an der Netzwerkkarte und am Switch signalisieren eine korrekte
Verbindung auf der Schicht 1. Die Befehle "ping" oder "tracert" auf der Command-Ebene zeigen eine
funktionierende Verbindung auf Schicht 3. Falls diese Tests bei Verbindungsproblemen nicht
weiterhelfen, kann die zugehörige Kabelinfrastruktur mit einem Kabelzertifizierer überprüft werden,
der in wenigen Sekunden die gesamten Kabelcharakteristiken eines Kupferdatenkabels nach Kategorie
5e, 6 oder 7 durchprüfen kann. Da diese Geräte beispielsweise von Fluke, Agilent oder Ideal
Industries nicht billig sind, gibt es Dienstleister, die die Kabelzertifizierung übernehmen. Die
noch vor wenigen Jahren sehr gebräuchlichen Lanmeter kommen immer weniger zum Einsatz. Dies liegt
nicht zuletzt daran, dass die Netzwerkkarten und Netzkomponenten trotz Preisverfalls erstaunlich
zuverlässig arbeiten.
Das gebräuchlichste Diagnosegerät für die Analyse ab Schicht 3 sind Netzwerkanalysatoren oder
Sniffer. Dabei handelt es sich meist um Software-Tools, die zusammen mit der Netzwerkkarte eines
PCs oder Notebooks ein Messgerät bilden.
Unter den Netzwerkern ist vor allem Wireshark (früher Ethereal) als Freeware-Tool verbreitet.
Speziell für industrielle Ethernet-Netze entwickelte zum Beispiel Inat den Analysator Netspector,
der mit grafischen Darstellungen und auf Industrienetze zugeschnittenen Filterfunktionen arbeitet
und auch die Automatisierungsprotokolle in die Analyse einbinden kann.
Da Analysatoren im Industriebereich passiv arbeiten sollen, sind Systeme mit verteilten
Aufzeichnungseinheiten (Probes) und einem zentralen Auswertungs-/Report-Modul sinnvoll. Der
Administrator sollte damit zudem von zentraler Stelle aus die Datenströme an den verteilten Probes
beobachten können.
Bei den meisten Störungen reicht es, mit einem guten Netzwerk-Sniffer zu arbeiten, von denen es
einige am Markt gibt. Ist eine tiefer gehende Netzanalyse in Industrienetzen nötig, benötigt der
Administrator dafür umfangreiche Protokollkenntnisse und ein Gespür für sein Netzwerk. Denn die
Informationen, die ein entsprechendes Analysegerät darstellen kann, sind sehr vielfältig und
komplex. Deshalb sollte die Protokollanalyse von einem entsprechend geschulten Experten vorgenommen
werden.
Weiterbildung
Viele Netzwerkadministratoren aus dem IT-Umfeld kennen aus der Voice-over-IP-Technik den Umgang
mit Probe-basierten Netzwerküberwachungssystemen. Wenn sie Fehlersuche in einem Fertigungsnetz
betreiben sollen, benötigen sie zusätzliches Know-how über die Automatisierungsprotokolle und
-netze. Wer ein Fertigungsnetz mit Industrial Ethernet betreut, sollte sich das nötige IT-Know-how
aneignen. Dazu gibt es einige Schulungsanbieter. Wichtig ist, dass eine Schulung zum Thema
Troubleshooting in Industrial-Ethernet-Netzen genügend in die Tiefe geht und einen sehr großen
Anteil an praktischen Übungen enthält, sodass die Teilnehmer das Gelernte direkt an ihren
Arbeitsplätzen einsetzen können. Es sollte dabei nicht nur um gängige Störungen wie doppelt
vergebene IP-Adressen gehen, sondern auch um automatisierungstypische Fehler wie doppelt vergebene
MAC-Adressen. Welche sporadischen Fehler weisen auf welche Netzüberlastungen hin? Wie lässt sich
ein geswitchtes Netz überwachen? Kurzum: Die Schulung sollte die Teilnehmer dazu befähigen,
alltägliche Probleme im Industrie- oder Büronetz zu lösen.